专业生产、研究及开发各类光学检测仪器和激光干涉仪企业
光学检测仪和激光干涉仪
服务热线:025-84433141
表面粗糙度是表面形貌的反映,是被测表面的微观不平整度,是被加工表面上的较小间距范围内由峰谷构成的微观几何形状的反映,是光学加工者和使用者最关心的表面特性之一。表面粗糙度越小,则表面越光滑。
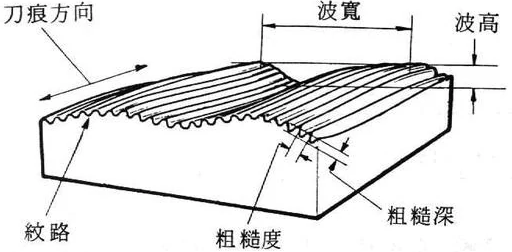
图1 表面粗糙度
轮廓算术平均偏差 Ra是在一个取样长度内纵坐标值绝对值的算数平均值。在实际测量中,测量点的数目越多,Ra越准确。Ra充分反映表面微观几何形状高度方面特性,故我们在幅度参数常用范围内优先选用Ra。
轮廓均方根偏差Rq是在一个取样长度内纵坐标值的均方根值。
轮廓总高度Rt是在一个评定长度内最大轮廓峰高和最大轮廓谷深之和,此值等于现在常用的PV。
在对光学元件表面粗糙度进行测量时,一般有两种不同的测量原理与测量仪器,一种是机械触针式,另一种是光学非接触式。
机械触针式轮廓仪(如图2所示)一般都是由金刚石探测接触被测表面,通过平移被测件,根据杠杆放大原理将探针沿表面的起伏传送到处理系统,描绘出表面轮廓线,从而给出被测表面的Ra、Rt、Rq等参数,这是属于一维的、接触式的测量,测量过程较为麻烦,不易操作。

图2 机械触针式表面轮廓仪
光学非接触式轮廓仪从原理上可分为两种:一是提供表面三维(3D)图层析图的方法;另一种是提供表面定量统计信息的光散射法。

图3 我司所研制的白光轮廓仪
在这里我们选用我司所研制的光学非接触式轮廓仪——白光轮廓仪(如图3所示)来对光学元件表面进行粗糙度的测量,选用光盘作为被测件。其原理是利用光波干涉原理测量表面轮廓,通过测量受物体表面形貌调制而变化的光程差(干涉波前相位差) 在整个光场中的空间起伏变化,解算得到表面形貌。白光光源具有相干长度较短,零级条纹对比度明显,易被观测的优点。其测量结果如下图4所示。
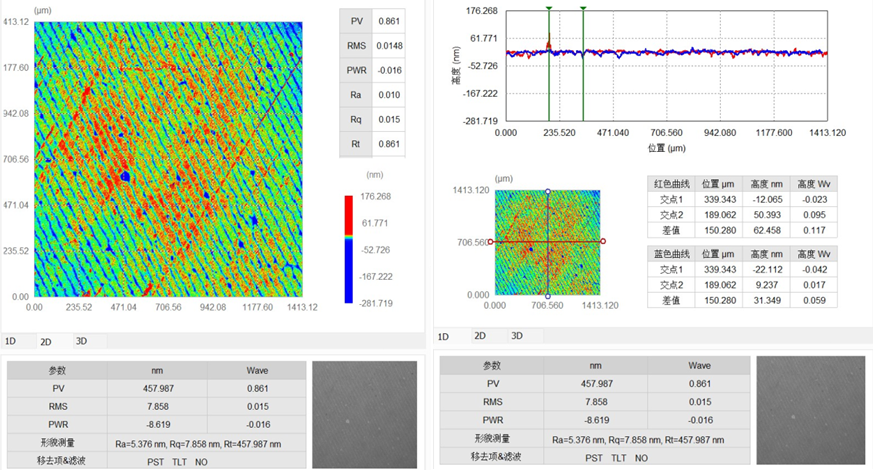
图4 元件表面粗糙度测量结果
在对元件表面粗糙度进行分析时,我们主要看测量结果中形貌测量中的Ra值 ,它能充分反映表面微观几何形状高度方面特性,Ra数值越小,代表被测元件表面粗糙度越小,表面越光滑。同时,我们还可通过一维图更直观的地看出所测部分元件表面的粗糙度程度,还可移动屏幕上的两条绿线,将一条绿线放到蓝色曲线的最低点,另一条放到红色曲线的最高点,得到所需部分的峰谷差值。
经过大量实验测量证明,该白光轮廓仪操作简单,易于上手,软件功能齐全,测量精准,是国内首屈一指的光学元件表面粗糙度测量装置。

南京英特飞光电技术有限公司
地址:南京市江宁区麒麟科技创新园智识路26号启迪城立业园11栋12楼
电话:+86-25-84433141;+86-25-84310636;
+86-25-84310065
联系人:包经理 13851933986

